Machining Plastics: Case Study Acrylic
- Pedro Henriques

- Sep 16, 2021
- 3 min read
In this Series of discussions, we will explore some past projects that involved some trouble shooting and some machining tips that were learned along the way. This might help you set your mind when certain problems arise in your next project.

Machining Acrylic:
Acrylic (PMMA) or the trade name Plexiglas® or Acyrlite® has outstanding optical properties with excellent resistance to abrasion and scratching. Acrylic has a high tensile strength, deflects high temperatures and is excellent to form and bend. Acrylic can be melted and re-melted to improve its properties, but attention is required to machining temperatures. Excess heat generated from machining can cause Methyl Methacrylate (MMA) gas to be released, there for strong ventilation is recommended when working with Acrylics.
Note: Make sure you are cutting Acrylic and not Polycarbonate, we have had many clients thinking Plexiglass is Polycarbonate and supplying us the wrong material or even calling out the wrong material on their part prints for their projects. Also, when laser cutting Polycarbonate, a yellowish black smoke is produced that is corrosive to metals and nauseous to breath.
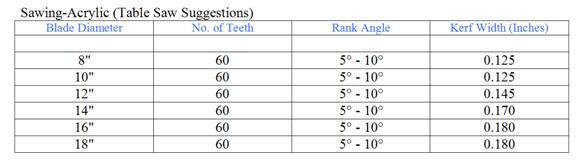
Sawing Tip: Sawing Acrylics is best done with a sixty (60) carbide tipped blade with triple chip grinding; teeth should have a clearance of about 100 - 150° and a positive rake angle of 5 - 10°. These blade angle suggestions should help with the material scrape away rather than chipping, a recommended coolant of water will help produce a smooth wall geometry. Circular saws tend to have a motor speed of around 3450rpm, minimize blade wobble with large diameter hardened steel blade stiffeners. We use cutting boards that slide on the table surface to protect the acrylic from scratching then using a table saw.

Laser Cutting Tip: Make sure to keep the acrylic cool with a steady flow of cool air to prevent the material from getting too hot and catching fire to your machine. Also use a sacrificial scrap piece between the Acrylic and the aluminum honeycomb tables to prevent flash back from the laser reflecting flash and burning spurs into the acrylic sheet.
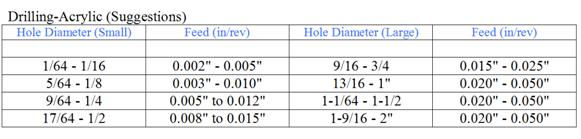
Drilling Tip: Acrylics require a drill with a tip ground to 60 - 80° (Included Angle) with 8°-12° of clearance behind each cutting edge and backing of the material with sacrificial work pieces to prevent chipping as the drill breaks through the material.

Common Applications for Acrylics:
Consumer Goods
Display Cases
Lighting Fixtures
Liquid Manifolds
Optical Lenses
Case Study #Increase Bond Strength for Inks: Plasma Pre-Treating Acrylic
Although we did not create or perform this next solution, we did however perform all machining operations. We where then tasked to find and outsource the final step to a qualified vendor. Let us explain why you would want to plasma treat Acrylic, clients with brand name specialized retail cases or signs often require screen printing on their display cases to promote their goods (often in a retail setting). Acrylic (PMMA) is a pliable material that can easily bond to itself, inks or coatings on the other hand don't adhere well. Plasma process increases the bond strength of inks and coatings on the treated surface.
Challenge: Increase the bonding strength for retail case displays for the client's inks and coatings for their screen printing process.
Solution: We cut, drilled and did all rough machining of the retail cases, several of the thinner Acrylic parts where laser cut and formed. We found a qualified vendor to increase the adhesion properties of the part in their final machining process. Plasma surface modification is to increase acrylic bond strength this is done by applying a plasma gas mixture to induce an adherent surface to a structural epoxy. Refer to the results below of treated vs. untreated acrylic bond strength values.

Note: These table figures belong to a third party vendor. (P1 = Process 1, P2 = Process 2)
Another great feature is once treated; the Acrylic can still be heated to form the desired shape. Heat time is of coarse dependent on the sheet thickness of your component.
All trademarks and service marks are property of their respective manufactures. All statements, technical information and recommendations contained in this publication are presented in good faith and are, as a rule, based upon tests and such tests are believed to be reliable and practical field experience. The reader, however, is cautioned that Diversified Designs does not guarantee the accuracy or completeness of this information and it is the customer’s responsibility to determine the suitability of any information provided by Diversified Designs in any given application.

Comments